Miễn phí vận chuyển đến chân công trình và dự án trên toàn quốc
Đặt hàng trực tuyến / nhận hàng trực tiếp
 MENU
MENU

CẤU TẠO-HOẠT ĐỘNG CỦA MÁY HÀN ỐNG NHỰA HDPE THUỶ LỰC
CẤU TẠO-HOẠT ĐỘNG CỦA MÁY HÀN ỐNG NHỰA HDPE THUỶ LỰC

- Máy hàn ống HDPE (High-Density Polyethylene) là thiết bị được sử dụng để hàn các đường ống và phụ kiện HDPE.
- Máy hàn ống nhựa HDPE được thiết kế để tạo ra một đường hàn cường lực và liên kết giữa các đoạn ống nhựa HDPE, đảm bảo tính kín nước và chịu áp lực cao. Chúng truyền nhiệt và áp lực vào các đầu ống để làm mềm và kết nối chúng lại với nhau. Kết quả là đường hàn chất lượng cao, ổn định và bền bỉ.
- Máy hàn ống HDPE đóng vai trò quan trọng trong việc tạo ra hệ thống ống HDPE chất lượng cao và bền bỉ. Việc sử dụng máy hàn ống nhựa HDPE giúp đảm bảo tính kín nước, chịu áp lực và hiệu suất của hệ thống ống, đồng thời giảm thiểu sự cố và chi phí bảo trì trong tương lai.
Máy hàn ống HDPE có đặc điểm sau:
- Máy lắp ráp có độ chính xác cao.
- Dễ dàng vận hành, sử dụng.
- Công suất máy cũng như áp lực luôn ổn .
- Máy có hệ thống kiểm soát nhiệt độ bằng kỹ thuật số tiên tiến, hiển thị thông tin một cách chính xác ngay trên màn hình.
- Chế độ đóng ngắt tự động vô cùng thông minh.
- Vì có bề mặt sơn chống dính, nên máy có khả năng chịu nhiệt rất cao.
1.Cấu tạo

Máy hàn nhiệt đấu đầu ống nhựa HDPE gồm 5 bộ phận chính:
a,Bộ điều khiển thuỷ lực
b,Bộ khung kẹp ống
c,Máy bào đầu ống
d,Bộ gá kẹp
e,Giá đỡ máy bào và đĩa gia nhiệt
Ngoài ra còn có thêm: Dây nối đĩa nhiệt, đế và thiết bị cho mặt bích, giá kẹp lẻ(tuỳ chọn)
.jpg)
Cụm động cơ thuỷ lực gồm có:
1: Đồng hồ vol
2: Đồng hồ hiển thị thời gian gia nhiệt
3: Đồng hồ hiển thị nhiệt độ
4: Nút nhấn T5
5: Nút nhấn T2
6: Cần gạt điều hướng
7. Đồng hồ áp suất
8. Van khoá, xả áp
9. Van cài đặt áp suất
2.Cách thức hoạt động
- Nguyên lý hàn nhiệt là gia nhiệt cho hai bề mặt đạt tới nhiệt độ xác định và dính chúng lại với nhau bằng cách tác dụng một lực ép. Lực này tạo ra dòng chảy của nhựa đã được hóa dẻo qua đó tạo lên sự đảo trộn và dẫn tới sự liên kết của nhựa. Khi nhựa HDPE được gia nhiệt, cấu trúc phân tử của chúng chuyển từ dạng tinh thể sang dạng vô định hình. Khi lực nén tác động lên, các phần tử PE của hai đoạn ống sẽ trộn lẫn vào nhau. Khi mối nối được làm nguội, cấu trúc phân tử sẽ quay lại thành mạng tinh thể, bề mặt phân cách ban đầu sẽ mất đi và cả hai cây ống sẽ trở thành một thể thống nhất.
2.1. Kết nối nguồn điện với máy bào và đĩa gia nhiệt bằng
2.2. Chuẩn bị máy và điều kiện thi công
* Người vận hành thiết bị phải đọc kỹ các hướng dẫn để đảm bảo an toàn trong quá trình sử dụng
* Máy chỉ sử dụng hàn ống HDPE , không sử dụng để hàn các loại ống làm từ nguyên liệu khác.
* Người vận hành phải đào tạo đạt yêu cầu
* Sử dụng máy trong mồi trường khô ráo, không vận hành trong điều kiện trời mưa hoặc khu vực ẩm ướt.
* Nguồn điện cung cấp là 220v-380v , 50Hz, tùy từng máy cụ thể.
* Máy sử dụng dầu thủy lực 46, mức dầu phải luôn được đảm bảo 2/3 bình dầu
* Nếu sử dụng máy phát điện, phải đảm bảo đủ công suất.
* Dao trên máy bào phải luôn được vệ sinh.
2.3. Kết nối
* Kết nối dây dẫn dầu thủy lực với khung kẹp ống bằng khớp nối nhanh
* Kết nối giắc cắm 7 chấu với đĩa nhiệt, máy bào ống và cụm động cơ thủy lực
2.4. Cài đặt thời gian và nhiệt độ
* Cài đặt nhiệt độ cho máy
* Nhấn “ Set” và giữ 3 giây cho tới khi hiện lên chữ “SC” trên màn hình
* Nhấn nút lên hoặc nút xuống để lựa chọn nhiệt độ thích hợp
* Sau khi cài đặt xong nhấn “ Set” để hoàn tất .
.png)
* Lưu ý: còn tùy thuộc vào từng loại dòng máy, có những dòng máy Ta không cần nhấn nút “ Set” mà chỉ cần nhấn nút lên hoặc nút xuống để lựa chọn nhiệt độ thích hợp.
* Cài đặt đồng hồ đếm thời gian:
.jpg)
2.5. Công đoạn gia nhiệt và hàn ống gồm 5 bước:
* Thời gian gia nhiệt có áp, T1 được tính từ lúc 2 đầu ống chạm vào đĩa nhiệt
* Thời gian gia nhiệt tăng cường , T2 được tính từ lúc kết thúc T1 ( cần gạt điều hướng ở vị trí giữa).
* Thời gian di chuyển đĩa nhiệt ra khỏi 2 đầu ống , T3
* Thời gian hàn có áp, T4 được tính từ lúc 2 đầu ống chạm nhau
* Thời gian làm nguội, T5 được tính từ lúc kết thúc T4 ( cần gạt điều hướng ở vị trí giữa )
Lưu ý: Có nhiều hãng ống khác nhau nên việc cài đặt thời gian gia nhiệt và làm nguội sẽ khác nhau, đề nghị liên hệ các hãng ống nhựa để có được bảng thông số thời gian nóng chảy của ống HDPE.
2.6. Lắp đặt ống
* Lắp ống vào khung kẹp ống, cân chỉnh sao cho 2 đầu ống đồng tâm và sát khít vào nhau
* Dùng rẻ lau làm sạch bề mặt ống chuẩn bị hàn
* Cài đặt thời gian và nhiệt độ phù hợp cho từng loại ống.( tham khảo bảng thông số hàn )
2.7. Đo áp suất kéo
* Mở van điều chỉnh áp suất tại vị trí thấp nhất, khoá chặt van tay gạt sau đó đẩy và giữ cần van đóng mở (Direction valve) về phía trước đồng thời chỉnh van điều chỉnh áp suất cho tới khi xilanh bắt đầu chuyển động, đó chính là điểm áp suất kéo của hệ thống (Po).
* Gạt van đóng mở sang vị trí đóng và chỉnh áp suất thủy lực của hệ thống đến mức P1+Po bằng cách vặn van điều chỉnh áp suất (mức áp suất hệ thống này chỉ cần điều chỉnh 1 lần cho từng cỡ ống).
2.8. Bào khoả ống
* Gạt van đóng mở sang vị trí mở, sau đó chỉnh van tay gạt (van xả áp) ngược chiều kim đồng hồ để xả áp suất về giá trị thấp nhất. Di chuyển đĩa bào vào giữa 2 đầu ống cần hàn và mở công tắc cho đĩa bào hoạt động. Điều khiển cần gạt điều hướng để 2 đầu ống hướng vào máy bào , sau khi bào 2 đầu ống xong thì cần tắt máy và di chuyển về khung đỡ.
2.9. Lắp ống: chỉnh đồng tâm ống
* Điều khiển 2 đầu ống chạm nhau, kiểm tra độ lệch tâm, điều chỉnh đồng tâm 2 đầu ống bằng cách siết hoặc mở bulon đai kẹp cho đến khi đạt yêu cầu, độ lệch tâm không quá 10% chiều dày thành ống.
2.10. Gia nhiệt
– Khi đĩa nhiệt đạt nhiệt độ đã cài đặt sẵn, di chuyển đĩa nhiệt vào giữa 2 đầu ống. điều khiển cần gạt điều hướng để di chuyển 2 đầu ống chạm vào đĩa nhiệt cho đến hết thời gian T1, thời gian T2 được tính ngay sau T1 kết thúc, lúc này cần thực hiện đồng thời 3 thao tác:
* Điều khiển cần gạt hướng về vị trí giữa
* Nhấn công tắc thời gian T2
* Vặn ngược chiều kim đồng hồ van xả áp suất để đưa áp suất hệ thống về giá trị P0 + P2 và khóa van xả lại.
* Khi hết thời gian gia nhiệt tăng cường T2, còi báo kết thúc, nhanh chóng điều khiển cần gạt điều hướng để di chuyển 2 đầu ống ra khỏi đĩa nhiệt ( đây là thời gian T3 ). Nhanh chóng lấy đĩa nhiệt ra và đồng thời điều khiển cần gạt điều hướng để di chuyển 2 đầu ống áp chặt vào nhau ( khi 2 đầu ống chạm nhau là thời gian T4).
* Kết thúc thời gian T4, điều chỉnh cần gạt điều hướng về vị trí giữa, nhấn công tắc T5, bắt đầu thời gian làm nguội T5.
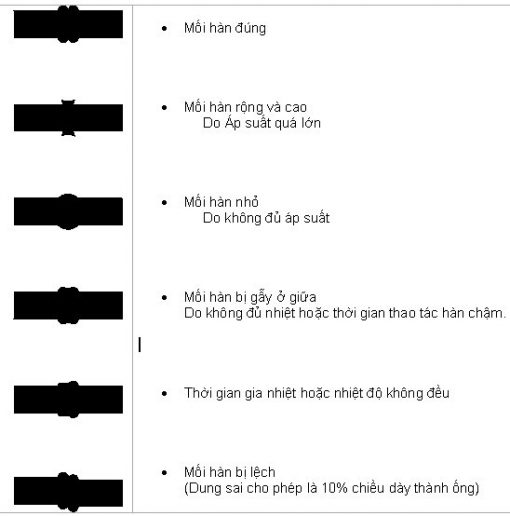
2.11. Kiểm tra mối hàn
Có thể kiểm tra mối hàn băng cách phối hợp đo kích thước chiều rộng mối hàn (xem bảng thông số cài đặt) và xem xét biên dạng hình thành của mối hàn như sau:
Tham khảo bài viết liên quan:
-->Phương pháp nối ống nhựa HDPE bằng mối nối hàn mặt đầu
-->Phương pháp hàn nhiệt mặt đầu ống HDPE và bích HDPE
-->Hướng dẫn hàn ống HDPE và lắp đặt phụ tùng ống nhựa HDPE
Quý khách hàng có nhu cầu máy hàn hãy liên hệ hotline:
0903 212 757/0906 066 757(Zalo)để được tư vấn và đặt hàng máy hàn.
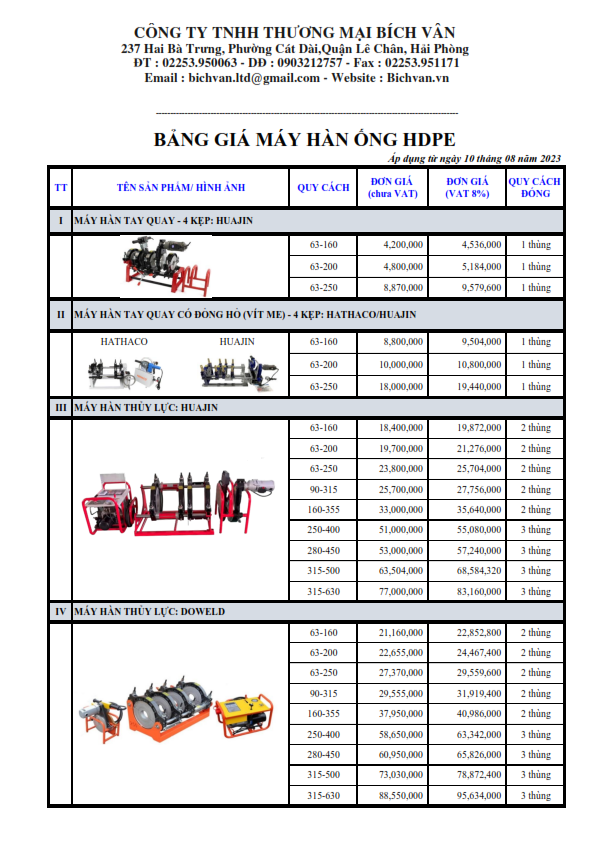
Bảng báo giá máy hàn ống HDPE-PPR
Công ty TNHH TM Bích Vân chúng tôi luôn tự hào là Tổng đại lý - nhà phân phối lớn các sản phẩm ống nhựa của Nhựa Tiền Phong. Với hơn 20 năm xây dựng và phát triển kinh doanh, công ty chúng tôi đã cung cấp ống nhựa các loại: HDPE, PPR, uPVC, ống gân xoắn ... cho rất nhiều các công trình lớn - vừa và nhỏ trên mọi miền tổ quốc Việt Nam. Với phương châm là nơi khách hàng đặt niềm tin, chúng tôi luôn cam kết chất lượng sản phẩm, vận chuyển hàng hóa nhanh, hình thức thanh toán đơn giản thuận tiện nhất cho Quý khách hàng.
Trân trọng!
---------------------------------------------------------------------------------------------
XEM THÊM
Bảng giá ống nhựa PPR và phụ kiện
Bảng giá ống nhựa PPR - UV chống tia cực tím và phụ kiện
---------------------------------------------------------------------------------------------
CÔNG TY TNHH TM BÍCH VÂN
Trụ sở: 237 Hai Bà Trưng - Lê Chân - Hải Phòng
VPGD: Số 748 Nguyễn Văn Linh - Lê Chân - Hải Phòng
Tel: 02253 950 063 - Fax: 02253 951 171
Email: bichvan.ltd@gmail.com
Fanpage: Công ty TNHH TM Bích Vân
Bạn nên xem thêm
Bảng Thông Số Kỹ Thuật Ống Nhựa Tiền Phong
Bảng Báo Giá Phụ Kiện Ống Nhựa PVC
tu dong hoa qua trinh xu ly bun can va he thong giam sat scada![]()
tu dong hoa he thong thoat nuoc va day chuyen xu ly nuoc thai![]()
tu dong hoa mang luoi cap nuoc dieu khien tram bom cap 2 va quan ly ap luc![]()
tu dong hoa qua trinh xu ly nuoc dinh luong hoa chat va van hanh be loc![]()
cung cap ong nhua tien phong tai cat hai dai ly phan phoi chinh thuc bich van![]()
tu dong hoa qua trinh xu ly bun can va he thong giam sat scada
tu dong hoa he thong thoat nuoc va day chuyen xu ly nuoc thai
tu dong hoa mang luoi cap nuoc dieu khien tram bom cap 2 va quan ly ap luc
tu dong hoa qua trinh xu ly nuoc dinh luong hoa chat va van hanh be loc
cung cap ong nhua tien phong tai cat hai dai ly phan phoi chinh thuc bich van
Giá ống nhựa, Bảng Giá Sản Phẩm & Catalogue
Bảng Báo Giá Ống Nhựa Và Phụ Tùng PPR Tiền Phong
Bảng Báo Giá Ống Nhựa HDPE PE100
Bảng Báo Giá Phụ Kiện Ống Nhựa HDPE
Bảng Báo Giá Phụ Kiện Ống Nhựa PVC
Phong thủy và hệ thống cấp thoát nước
Công Tác Thử Nghiệm Áp Lực Đường Ống Dẫn Nước
Hệ thống cấp thoát nước – Quy phạm quản lí kĩ thuật
Tổng Hợp Các Tài Liệu-Giáo Trình-Tiêu Chuẩn Kỹ Thuật Hệ Thống Cấp Thoát Nước
Các Khái Niệm Cơ Bản về Hệ Thống Ống Nhựa Tưới Nước
Giao hàng tại Móng Cái Cảng Vân Đồn Quảng Ninh
Ống nhựa HDPE hàn Bích tại Cẩm Phả Quảng Ninh
Bán ống nhựa Tiền Phong tại Dung Tiến,Lý Nhân Hà Nam
Giao hàng ống nhựa PVC, PPR luồn dây điện tại Vân Đồn Quảng Ninh
© Copyrights 2013 Công ty TNHH TM Bích Vân.
Địa chỉ: 237 Hai Bà Trưng-Lê Chân-Hải Phòng
VPGD: 748 Nguyễn Văn Linh - Hải Phòng
Tel: 02253-950-063 - Fax: 02253-951-171
Email: bichvan.ltd@gmail.com
Mã số thuế: 0200671492
Số đăng ký kinh doanh: 0202003524
Sở kế hoạch đầu tư TP Hải Phòng cấp ngày: 18/05/2006


- Đại Lý Nhựa Tiền Phong
- Ống Gân HDPE 2 Vách
- Đường Ống Dẫn Nước
- Catalogue Ống Nhựa
- Ống Nước Nhựa
- Phụ Kiện Ống Nhựa
- Bảo Lãnh Ngân Hàng
- Tiêu Chuẩn Ống Nhựa
- Ống Nước Nóng Lạnh
- Ống Cấp Thoát nước
- Ống Nước Tự Chảy
- Vật Tư Ngành Nước
- Ngành Cấp Thoát Nước
- Ống Cấp Nước PCCC
- Nhà Cung Cấp Ống
- Ống Nhựa Xoắn HDPE
- Ống Luồn Dây Điện
- Ống Nước Chịu Nhiệt
- Giá Ống Mạ Kẽm
- Giá Ống Gân Xoắn
- Giá Ống Nhựa PPR
- Giá Ống Nhựa PVC
- Giá Ống Nhựa HDPE
- Bảng Giá Ống Nhựa
- Tại Campuchia
- Tại CHND Trung Hoa
- Tại CHDCND Lào
- Tại Hà Tây
- Tại Bà Rịa Vũng Tàu
- Tại Tây Ninh
- Tại Bình Phước
- Tại Đồng Nai Biên Hòa
- Tại Bình Dương
- Tại Long An
- Tại Đồng Tháp
- Tại Tiền Giang
- Tại An Giang
- Tại Bến Tre
- Tại Vĩnh Long
- Tại Trà Vinh
- Tại Hậu Giang
- Tại Kiên Giang
- Tại Sóc Trăng
- Tại Bạc Liêu
- Tại Cà Mau
- Tại Cần Thơ
- Tại Lâm Đồng
- Tại Đắk Lắk
- Tại Đăk Nông
- Tại Gia Lai
- Tại Kon Tum
- Tại Bình Thuận
- Tại Ninh Thuận
- Tại Khánh Hòa
- Tại Phú Yên
- Tại Bình Định
- Tại Quảng Ngãi
- Tại Quảng Nam
- Tại Thừa Thiên Huế
- Tại Quảng Trị
- Tại Quảng Bình
- Tại Hà Tĩnh
- Tại Nghệ An
- Tại Thanh Hóa
- Tại Hòa Bình
- Tại Điện Biên
- Tại Hưng Yên
- Tại Ninh Bình
- Tại Thái Bình
- Tại Nam Định
- Tại Hà Nam
- Tại Quảng Ninh
- Tại Bắc Giang
- Tại Bắc Ninh
- Tại Vĩnh Phúc
- Tại Phú Thọ
- Tại Sơn La
- Tại Lạng Sơn
- Tại Thái Nguyên
- Tại Bắc Kạn
- Tại Tuyên Quang
- Tại Yên Bái
- Tại Lào Cai
- Tại Lai Châu
- Tại Cao Bằng
- Tại Hà Giang
- Tại TP HCM
- Tại Đà Nẵng
- Tại Hà Nội
- Tại Hải Dương
- Tại Hải Phòng
